Join us at AMPP Annual Conference + Expo 2025
| By ClockSpringNRI | 0 Comments

Join CSNRI, Seal for Life, and Loctite at AMPP 2025 in Nashville, TN.
Continue reading...| By ClockSpringNRI | 0 Comments
Join CSNRI, Seal for Life, and Loctite at AMPP 2025 in Nashville, TN.
Continue reading...| By ClockSpringNRI | 0 Comments

Explore our scheduled in-booth presentations at PPIM 2025
Continue reading...| By ClockSpringNRI | 0 Comments
CSNRI‘s Pipeline Integrity Director, Tim Mally has shared his expertise with listeners of the Pipeline Technology Podcast which was sponsored by Pipeline & Gas Journal.
Continue reading...| By ClockSpringNRI | 0 Comments

After nearly two decades of proven success, TridentSeal® is now even better! Designed for the repair of live leaks in natural gas distribution, the installation parameters have been extended to address the latest industry technologies and installation needs.
Continue reading...| By ClockSpringNRI | 0 Comments
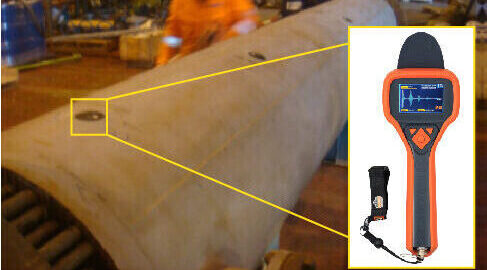
To enable the asset owner to monitor any wall loss at critical points, CSNRI has partnered with Inductosense a leading monitoring company. The Inductosense WAND sensors can be installed under certain CSNRI composite wraps allowing for wall thickness monitoring without the need for removal or re-installation of the composite – saving the customer time and money.
Continue reading...| By ClockSpringNRI | 0 Comments

CSNRI will be presenting at the 2022 API Inspection and Mechanical Integrity Summit. If you are attending please plan to attend our presentation to learn more on how we can support your integrity needs.
Continue reading...| By ClockSpringNRI | 0 Comments
CSNRI has expanded manufacturing capacity for the ThermoWrap® family of composite repair solutions to its Houston manufacturing facility. The move is part of CSNRI’s commitment to a customer-centric business model to provide same day shipping at lowest delivered cost than previously.
Continue reading...| By ClockSpringNRI | 0 Comments
CSNRI will be exhibiting at the 2022 AMPP Annual Conference and the 17th Pipeline Technology Conference. If you are attending any of these please plan to stop by our booth to learn more on how we can support your integrity needs.
Continue reading...| By ClockSpringNRI | 0 Comments

Read the full article and learn more about how pipeline companies can adopt a safe, robust, proven, flexible technology like CSNRI’s Atlas carbon fiber composite repair system that can help keep their pipeline in operation while addressing critical defects.
Continue reading...| By ClockSpringNRI | 0 Comments

CSNRI has added a new product to its composite repair solutions for pipeline rehabilitation and repair. A+ Max™ is a complimentary product to the current A+ Wrap™ and provides another tool for pipeline operators to enhance pipeline integrity.
Continue reading...| By ClockSpringNRI | 0 Comments

Read the full article and learn more about how composite repairs can address CUI safely, quickly, and cost-effectively.
Continue reading...| By ClockSpringNRI | 0 Comments

CSNRI and AVT deliver very different product ranges but both work within critical infrastructure. At ClockSpring|NRI, we are all aware of the range of products available so when we identify a customer’s problem we know what’s the best solution we can offer.
Continue reading...| By ClockSpringNRI | 0 Comments

Now, it is easier than ever to get the best solutions in the industry onto your worksite without compromising the quality, cost-effectiveness, and durability you’ve come to expect from CSNRI.
Continue reading...| By ClockSpringNRI | 0 Comments

CSNRI experts describe the testing of a 25 year old Clock Spring repair that left pipe sections even stronger than before.
Continue reading...| By ClockSpringNRI | 0 Comments
CSNRI‘s Global Engineering Manager, Casey Whalen has shared his expertise with listeners of the Pipeline Technology Podcast which was sponsored by Pipeline & Gas Journal.
Continue reading...| By ClockSpringNRI | 0 Comments

Your Best Resource for High-Performance Critical Infrastructure Solutions
Continue reading...| By tnguyen | 0 Comments

ClockSpring|NRI is going the extra mile! UK employees challenged themselves to improve their fitness by walking 4,258 miles ‘from the UK to the US’ every quarter, earning 10p/mile from the company. 1Q miles netted £800, with £200 pledged to St. Anne’s Hospice, Alzheimer’s Society, Make-A-Wish Foundation, and Disability Challengers.
Continue reading...| By tnguyen | 0 Comments

Composite Restores Riser Integrity Offshore
When a corroded riser was found on an oil platform offshore Africa, the owner needed a solution that would minimize production loss. But this was a challenging repair. The damaged riser included a section of pipe that had been welded, creating an uneven surface; so in addition to addressing corrosion, the repair would have to contend with alignment and weld bridges.
Clock Spring had the answer – the Clock Spring composite repair sleeve and reinforcement system.
Clock Spring-trained and certified technicians prepped the line and filled in the corroded areas, then applied Clock Spring repair sleeves to the riser, restoring the line to safety without requiring production to be shut in.
If you want to know more about how this repair was carried out offshore, you can read the technical article online.
For questions about any of our composite solutions, get in touch with our experts. Our team is always happy to help.
| By tnguyen | 0 Comments
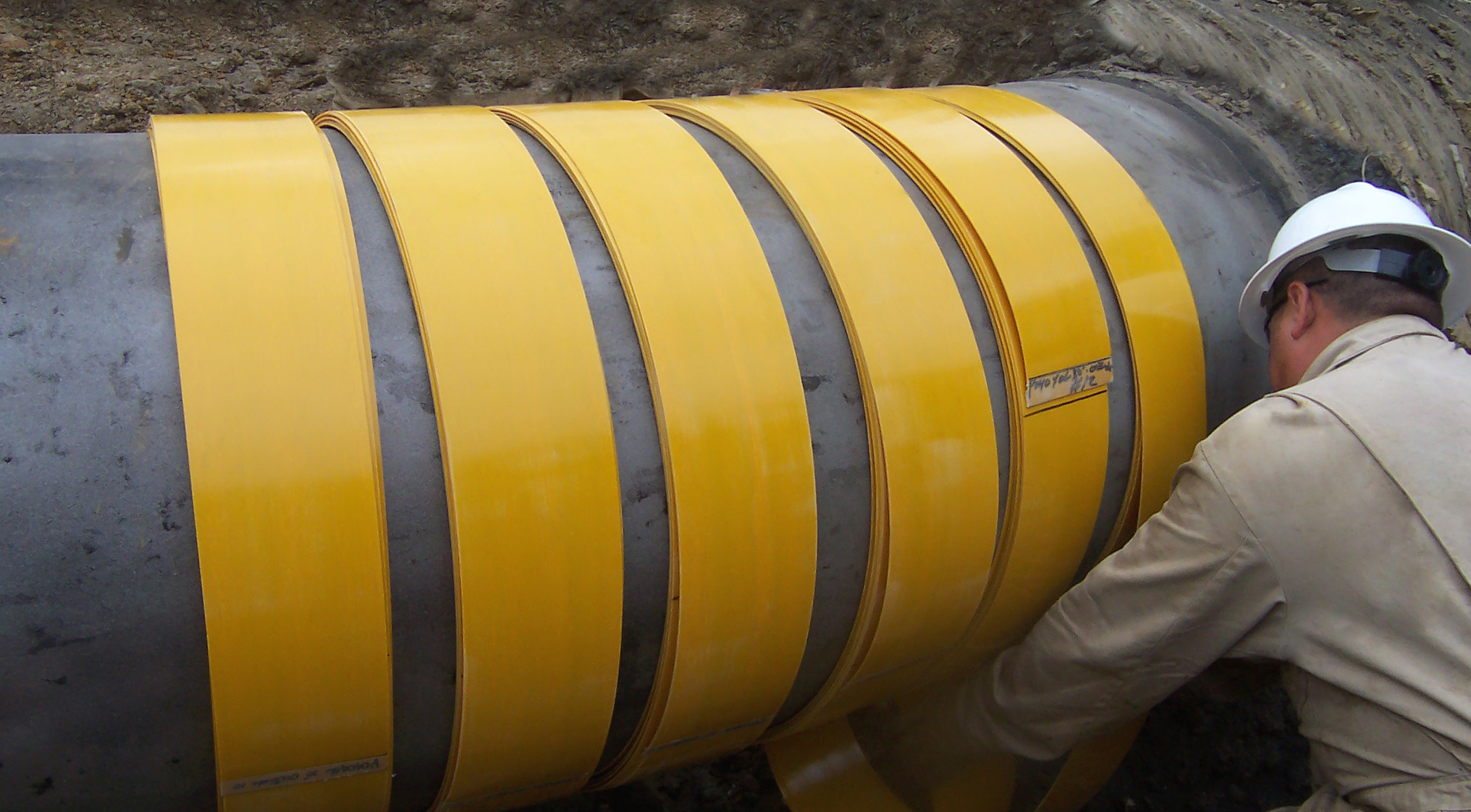
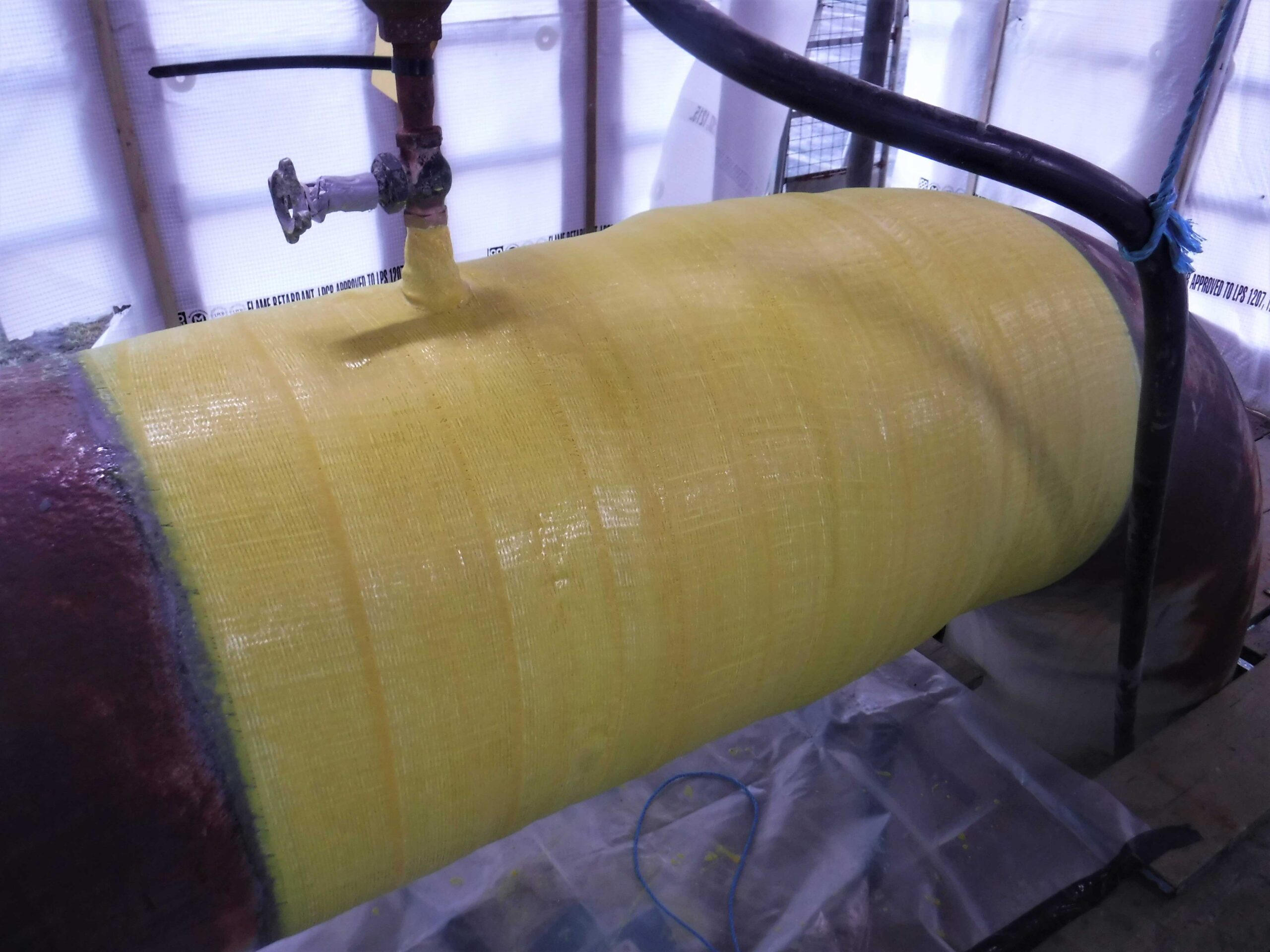
Composites Restore Pipeline Integrity in Gujarat
When unauthorized surface excavation damaged a buried gas line in Gujarat State, India, the line operator, GSPL, called in Clock Spring to help find a solution. Working through Allied Engineers, an authorized local distributor, Clock Spring resolved the damage and restored the line to safe operations.
In all, the team repaired 22 m (72 ft) of the pipeline, with an average daily repair length of 2.5 m (8 ft). Using Clock Spring sleeves allowed the BAKPL line to be returned to full operational integrity.
You can read the full technical article to find out how our team executed this composite repair.
Contact us if you want to know more about a particular technology or have questions for our experts.
Our team is at your service!
| By tnguyen | 0 Comments

The energy industry today is safer than it has been at any other time in history, but US statistics indicate workers in upstream oil and gas operations have one of the highest accident rates across industries. A huge amount of legislation and a long list of regulations have been put in place to address the dangers inherent to upstream oil and gas operations, so why is the number of lost time incidents, injuries and fatalities still high?
Clock Spring President and CEO Matt Boucher looks for answers.
| By tnguyen | 0 Comments

Maintaining asset integrity on offshore structures is a priority, which is why owners invest in developing regular maintenance programs to identify irregularities as soon as possible. During a scheduled inspection on an offshore production unit working offshore Africa, workers discovered corrosion on a 26-in. (660-mm) topside production piping system. The pipe needed immediate attention, but the owners did not want to shut in production while the repair was being made. They contracted CSNRI to provide an engineered composite repair solution to be carried out with the critical production line in service.
The complete pipework had suffered severe external corrosion that affected straight pipe lengths, girth welds, pipe support, T’s, tight radius bends and offtakes. CSNRI engineers determined the extent of the corrosion and performed a complete in-house engineering analysis to develop a bespoke repair solution that was manufactured in the company’s design facility in Houston.
Because of the range of areas affected, the solution included Clock Spring fully cured laminate as well as CSNRI Contour wet layup repair, which would be used for the complex geometry configurations. CSNRI engineers presented the client with a detailed design report outlining the complete repair in accordance with both ASME PCC-2 and ISO TS24817 guidelines.
A team of CSNRI trained and certified technicians installed standard Clock Spring 8-layer pre-cured coil sleeves to the straight piping sections, pipe supports, girth welds and 12-inch (305-mm) offtake systems. Because of the extent of the corrosion, installers applied high-compressive-strength filler by hand, molding it in place before installing the Clock Spring coils. The limited clearance between the pipework and deck grating required installers to use a spool feeder to place the repair sleeves.
With repairs made to the straight pipe runs, the team turned its attention to the complex geometry sections that interfaced with the reinforced sections. CSNRI engineers designed the Contour system specifically for this repair, supplying materials to the work site in component form and mixing them by hand to form the composite repair around the structure on site.
With the repair complete, the topsides was restored to a safe condition for extended service. The CSNRI design team not only provided safe, quickly executed and effective specialized repairs, but offered complete engineering support following installation.
PIPE DETAILS
PROJECT HIGHLIGHTS
CSNRI training prepares installers to execute repairs using supplied field kits that contain all the materials necessary to perform cost-effective, long-lasting repairs.
| By tnguyen | 0 Comments
Did you know CSNRI composite solutions are a fast and safe alternative to traditional repairs for risers or corroded pipe offshore?
Our short video shows how CSNRI Snap Wrap can be installed using rope access in just a few hours instead of several days, reducing risk and causing no disruption to operations.
Designed for 1,000 psi pipe ranging from 0.75 in. to 56 in. diameter, the flexible architecture of this composite solution can be customized for varying levels of protection and structural reinforcement.
CSNRI's training team prepares installers to execute repairs using supplied field kits that contain all the materials necessary to perform cost-effective, long-lasting repairs.
We look forward showing you how CSNRI composite solution can address your offshore asset integrity management needs.
| By tnguyen | 0 Comments
Clock Spring Company, Inc. Vice President, Product Management and Technical Services, Buddy Powers, and Tim Mally, Global Manager, Plants/Refineries, explain to IDT Expo participants at the annual conference in Houston how Clock Spring is working directly with clients to develop innovative composite solutions for the pipeline and energy industries.
Watch an Excerpt from our IDT Expo Presentation
If you would like to learn more about Clock Spring composite technology and how you can put it to work to manage your assets, you can request a call from one of our experts.
Our team is always happy to help.
| By tnguyen | 0 Comments
Clock Spring's Buddy Powers featured in OTC 2018 article.
Follow the article link below to read more.

Composite technologies are changing the way corrosion repairs are being executed offshore. Their efficacy has been proven over several decades onshore in pipeline and refinery repairs, and now, they are becoming more common offshore on risers and riser connectors, caissons and large components that have sustained damage in the extremely corrosive seawater/air environment.
| By tnguyen | 0 Comments
Composite technologies are changing the way corrosion repairs are carried out on offshore assets. Though there has been slow adoption of this technology in the energy industry, it is a proven alternative that merits further examination. Composites have been used to repair a range of offshore defects, producing positive results that prove they can compete directly with traditional repair techniques to extend the service life of this critical infrastructure.
CONTENDING WITH CORROSION
Offshore assets are exposed to an extremely corrosive environment. The seawater/air creates an environment that is even more corrosive than conditions beneath the surface. Although, marine coatings provide excellent corrosion protection, when exposed to this environment over time they can fail. Corrosion can lead to damage, structural failure, lost production, and in extreme conditions, environmental incidents. To date, the common repair option has been limited to removing damaged sections of pipe and replacing with new spool pieces, which introduces a range of safety risks associated with heavy lifting and welding. These activities also require a weather window for safe execution, and production must be shut in while the repair is being carried out, which can escalate costs.
Composites were developed specifically to contend with corrosion. In general terms, a composite combines two or more materials, a high-strength reinforcement in fibrous form, incorporated into and bonded by a matrix, usually a thermosetting polymer. The most common strength component is glass.
Most glass fibers consist of E-glass, a term that derived from the words “electrical grade glass.” This super-cooled mixture of metallic oxides is brittle and transparent but has very high tensile strength, 500 ksi (3,400 MPa). Glass is produced in a furnace at about 2,192°F (1,200oC) and spun into fibers of approximately 10 microns in diameter by allowing it to drain under its own weight through many heated bushings.
When engineers are designing a composite, they focus on three characteristics:
• Fiber type: glass, carbon, or aramid (strong, heat-resistant synthetic fibers frequently used in aerospace and military applications)
• Fiber form (typically roving, tow, mat, or woven fabric)
• Fiber orientation or architecture (Reinforcement can be oriented in any direction the designer desires. The most common structural elements are designed with greater strength in the direction subjected to the greatest load.
CONSIDERING THE OPTIONS
It is important to distinguish among the composite repair offerings on the market because not all composites are equal. The distinctions can be critical specific to the particular repair applications, so it is important to understand how composite repairs differ.
Any composite repair being considered for an offshore application should be:
• Non-intrusive, limited disruption to normal production
• Suitable for in-service applications
• Permanent, restores the serviceability to the pipe beyond its design life
• Cost effective
• Fully predictable and verifiable by modeling and/or definitive equations found in current design standards
• Able to eliminate all installation variables
• Eective in all locations and environments
• Eective for all pipe grades and sizes
• Designed to meet or exceed current code requirements.
• Formulated and constructed to eliminate field design and field engineering
• Able to conservatively restore the pipe to its original strength
• Rigorously tested and subjected to peer review
• Field proven.
A composite that will work in an offshore environment must be designed carefully to ensure the mechanical properties can provide the necessary strength to restore the line to the appropriate level of operation, typically to its original design standard. With the proper repair designed, installation procedures must provide the permanency required of the repair. This means the composite repair, when completed, must be able to compete with traditional repair alternatives in terms of safety, economics, control of installation variables and effectiveness.
To be reliable and predictable, a composite should be manufactured under controlled conditions. Manufacturing material in a facility allows accurate control of the ratio of glass to resin under conditions that can be monitored. Within a facility, the unidirectional glass strands can be carefully positioned, pre-tensioned and aligned to maximize strength, and the composite can be compressed, dried, heat-treated, cured, and inspected before being shipped as a completed unit to the repair location. This approach allows design variables to be controlled by the manufacturer, producing repair units that are consistent and documented. Regardless of the manufacturing process and its location, a quality composite requires that the reinforcement be completely saturated with the resin. The composite also must be compacted to squeeze out air bubbles and excess resin and be fully cured before it is suitable for carrying loads. In a factory environment, quality control procedures can deliver these properties more consistently in the finished product than can be achieved in field applications. Without this predictable performance, long-term durability would be questionable.
The composite laminate layers produced by Clock Spring are nominally 0.065-in. (1.65 mm) thick and have a glass fiber content ranging from 60% to 70% by weight (45% to 55% by volume). The resulting material exhibits linear elastic behavior up to the point of failure in tension, typically 1.5% to 2% strain. Elastic modulus values are 5 by 106 psi (0.34 by 7.3 bar) in the fiber direction and 1.4 by 106 psi (0.09 by 7.3 bar) in the transverse direction, with tensile strength in the range of 75-100 ksi (517-690 MPa).
It is important to understand the structure and application of a composite material to gauge its suitability for a particular repair. Composites can fail in three areas: the fibers, shear/laminate bonds, and interface failures between the resin and the fiber. In addition, the composite repair is also susceptible to degradation overtime due to moisture absorption, temperature fluctuations, and fatigue. Uniaxial fibers oriented and protected by “size” that is specially designed and heated to promote bonding of the fiber, size, and resin prevent degradation, delivering a much stronger and longer-lasting composite. These fabrication risks are best managed in a controlled manufacturing environment. Wet wraps applied in the field contend with many variables that can be eliminated in a properly managed facility.
COMPOSITE REPAIR
Composite repairs reinforce the damaged section of the substrate by wrapping the defect area with a composite sleeve that shares the hoop load, reducing the stresses in the pipe wall. The hoop load must be efficiently transferred to the composite for the appropriate load sharing to be achieved. The only way to accomplish this is to fill external defects with a high-compressive strength material that protects the thinned ligament from further yield.
This can be designed into the repair system by using unidirectional rovings or woven cloth as the reinforcing element. Unidirectional rovings provide more strength than woven cloth for the same ratio of glass to resin and are less prone to damage caused by cyclical loading. Unidirectional E-glass embedded in a polyester resin provides the best method for high- pressure reinforcement. This part of the repair is crucial because it re-establishes the strength of the pipe, delivering performance that exceeds the “as new” condition. Repair techniques that do not use filler are unsuitable for critical high-pressure repairs. While relatively new to the offshore arena, fiberglass composite repair sleeves have a long track record in other industries.
Building a better composite
Creating a composite that can withstand harsh environments and high pressures requires engineering that factors site conditions into the formula of the composite. The Clock Spring repair sleeve is a fiberglass composite that has a memory, created by a manufacturing method that constrains its cylindrical shape over several concentric layers, similar to the winding spring of a clock or watch. The glass fibers in the composite wrap are continuous and are aligned circumferentially to maximize the composite strength. When the sleeve is installed on a pipeline with the proper adhesive, the resulting structure provides circumferential reinforcement of the defect and reduces the hoop stress of the steel pipe under the wrap.
This three-part system comprises a unique unidirectional composite structure of glass fibers and polymer base, a patented two-part adhesive system, and a proprietary high-compressive strength load transferring compound.
Two application techniques are available for the repair of both low- and high-pressure systems: full-cure and wet wrap. In the full-cure process, the composite sleeve is completely cured in the manufacturing facility and installed using filler and adhesive in the field. The composite sleeve is coiled slightly smaller than the outside diameter of the pipe and cut to the length required by the repair. This method allows the glass direction and composition to be fully controlled. Wet- wrap requires that the glass cloth be wetted with resin in the field and applied to the pipe in the wet condition. The amount or length of the wrap is variable and determined in the field. Curing takes place as part of the installation process.
A typical repair consists of locating and cleaning the damaged area. Filling the defect and other voids under the repair with a high compressive strength filler material to transfer the loads from the pipe to the externally applied composite sleeve. Using adhesive to secure the composite to the pipe, and keeping the repair under tension while it cures to force excess adhesive and filler out the edge of the unit ensures a fully filled, tight fit. Installation takes approximately 30 minutes, and the repair cures in about two hours.
Several factors make the full-cure composite sleeve installation process more desirable than the wet-wrap process. The full-cure application process eliminates the wet-wrap variables of wrap tension, glass alignment, resin saturation, composite length and the installation variables caused by field conditions. The mechanical properties of the full-cure wrap are more consistent and better defined than those of the wet-wrap.
COMPOSITES IN ACTION
Composites have been applied to a range of offshore repairs. In one case, ultrasonic tests revealed several severe internal defects in a 16-in. (406-mm) pipeline running into the main high-pressure separator on a production facility offshore West Africa. The erosion was significant, affecting multiple places along the pipe and growing at such a rate that imminent failure was likely. If the damage were to reach a critical point, the platform would have to be shut in, resulting in a huge loss of production. In addition to the financial impact, there was potential for considerable environmental impact in the event that the eroded pipe developed a leak.
The operator needed a way to reinforce the pipe without halting production. The goal was to find a safe and reliable repair that would allow the line to function safely until the next planned shutdown, nearly a year away.
A Clock Spring Contour repair was designed for the offshore asset in accordance with ISO 24817 2015 guidelines, which provide requirements and recommendations for qualifying, designing, installing, testing, and inspecting the external application of composite repair systems to corroded or damaged pipework, pipelines, tanks, and vessels used in the petroleum, petrochemical, and natural gas industries.
A team of trained technicians cleaned the section of damaged line using power tools to remove the external coating and then bristle blasted it to create a surface profile equivalent to SA2.5 (which requires cleaning to remove all rust, coating, and mill scale to produce a near-white surface) before applying the adhesive, placing the repair unit and putting it under compression, and allowing it to cure to permanency. With the repair completed, the platform continued to operate without incident until the planned shutdown 12 months later, when the damaged section was scheduled to be replaced.
In another instance, an operator offshore Malaysia discovered extensive pitting in a 12-in. (305- mm) riser with back-to-back bends while conducting a riser inspection on an offshore production facility. In some portions of the pipe, pitting had resulted in 60% wall loss. It was imperative to repair the line quickly without disrupting production, so the company chose to address the problem with a composite repair.
A team of specially trained local experts cleaned the riser, grit-blasting it to an SA 2.5 surface prior to applying the composite repair. Once the area was thoroughly cleaned, repair technicians identified the defects and marked them so they could be appropriately treated. The defects, which were concentrated at the bends, were first repaired with 3-in. (76-mm) wide Snap Wrap strips along a 6-ft (1.8-m) length of pipe.
In cases like this, where Snap Wrap applied around pipe bends is placed with spacing that exceeds 0.5 in. (13 mm), the repair is overlaid by a Clock Spring Contour system. In this application, Contour overwrapped the entire 16.4-ft (5-m) length of the repair to create a solid covering. This hybrid system of prefabricated sleeves and in-the-field cured composite repair merges a robust structural laminate with a exible protective outer composite jacket. The repair is designed to last for two decades.
This was a rapidly executed repair, performed in a day and a half of on-site work. A small team carried out the repair with minimal disruption to daily activities and without taking the riser out of service.
Composites compete under water
Composites are suitable for a broad range of applications, but there are some conditions in which they are not an appropriate repair solution. Composites are unsuitable for situations where the surface cannot be properly prepared, which would lead to issues with bonding or sealing, and they cannot be applied on concrete.
They can, however, be used on condensing pipes and in a range of conditions, including under water to depths of 30 ft, which makes them appropriate for installations that heretofore have been carried out by underwater welders.
Traditionally, welding below the water line is either dry, also called hyperbaric welding, or wet. Dry welding requires a structure to be built around the weld area so water can be pumped out to create a dry environment. The area can be small (conned to the damaged area) or large enough for the welder to physically enter. For large areas, oxygen is pumped out of the enclosure, and helium is pumped in. Wet welding, because it is done in the water, introduces the need for a diver properly outfitted with diving equipment, which means it introduces the risks associated with diving. Electric shock is another risk, as is the possibility of explosion if the welding process is not well controlled.
Because hyperbaric welding is better controlled, it produces a more reliable weld than underwater welding. The problem is that environmental conditions are not always conducive to dry welding. And many owners are not comfortable with the risks – both personal and structural – inherent to wet welding.
A repair sleeve can be placed using a special underwater adhesive. The repair, which can be carried out by a trained diver, is relatively straightforward, following the same approach as a repair in dry conditions. Because this approach requires no construction or complex installations to create a dry environment, a composite repair can produce a lasting repair without any hot work. This capability introduces a new alternative for underwater line repair.
On another asset in the Middle East, corrosion was identified on the riser support clamps that secured the production risers to the hull. The 14-in. (610-mm) heavy wall structural cross member was damaged across a length of 26.25 ft (8 m). Severe external corrosion, which in some cases amounted to 80% metal loss on the structural member designed to hold the riser support clamps, was jeopardizing the safety of hydrocarbon production. The company needed a solution that could be carried out offshore in a short time frame with little disruption to its operations.
Performing the repair required the construction of an engineered heavy-wall composite sleeve, manufactured in 24-in. (600 mm) widths using bi-axial glass architecture. The specialized solution produced extended sleeves that would cover a longer length of pipe than a traditional repair.
A trained and certified team of installers applied extensive filler and molding to rebuild the pipe surface to the original outer diameter and installed the sleeves cut to length in a brick wall fashion.
When the repairs were completed, the riser holding clamps were put back into service. This repair averted an incident and allowed the production platform to safely continue operations both during and following the repair.
LOOKING AHEAD
Composite repairs have become more common on offshore energy assets because they are safe, effective, and relatively simple to execute. While they are newly being considered on a larger scale for offshore applications, they have a long track record of successful application in other industries. Today’s composites are the result of a years of engineering efforts and extensive testing that have resulted in a cost-effective and expedient alternative that eliminates heavy lifting and hot work, delivering effective and long-lasting repairs.
The successful execution of a range of composite repairs illustrates the viability of composite solutions for oshore energy assets. The ease, speed, and effectiveness of composite repairs have the potential to dramatically change the way owners and operators contend with corrosion and extend production life on oshore assets.
| By tnguyen | 0 Comments
When engineers set out to define specifications 20 years ago for offshore units that were expected to stay on site for 20 to 25 years, it was not uncommon to take a very conservative approach. That conservatism is reflected in the many assets that are reaching the end of their design lives but still have the basic structural stability to continue operating for years.
While the hulls and superstructures of some offshore productions systems are fit for continued service, some of the components that have been exposed to significant stresses and fatigue over the years are not. For operations to continue safely, it is vital that the necessary repairs and replacements are carried out effectively.
Evaluating assets
Today asset owners have no difficulty getting assistance with the task of evaluating their facilities for continuing service, including an analysis of critical parts and determining which components have experienced sufficient wear to warrant repair or replacement.
This is a critical first step, but the next step is most likely the one that will determine the cost-effectiveness of the life-extension project. If repairs need to be made, how will they be done, and what products will be used?
Considering composites
Composites could be the answer. Composites have been used for offshore repairs for years in a broad range of applications such as structural repairs to risers, caisson leak repairs and for life extension work on large components that have experienced corrosion and sustained environmental damage.
Crevice corrosion, which is a major integrity threat on offshore assets, is a one of the challenges for which a composite solution is ideal. Because of the way it is formulated and applied, Clock Spring composite repairs provide 360 degrees of protection, ensuring that each square inch of the interphase between the pipe and the sleeve is well sealed. The ability to seal the repair mitigates the effects of previous existing corrosion while preventing further damage.
Because there is not a lot of information readily available to explain how composites are being used offshore, it is difficult for decision-makers to feel confident in selecting composite repair technology for their assets.
As with every technology offering, all are not created equal. It is important to know the historical successes of individual composites to understand when a composite repair is a good option.
Putting composites to work
External corrosion is a safety issue for assets that have been deployed for extended periods offshore. Particularly important are high-risk areas on the platform that are difficult to inspect because of limited access, such as riser pipe sections close to the water line and longer pipe networks that are hard to get to. These areas also can be difficult to repair using traditional products. Damage to these components can be addressed with composite technology that not only provides structural reinforcement in weakened areas but protection from future deterioration.
A recent repair concern came to light when an asset owner was performing an inspection on a rig that had previously experienced a leak. Unwilling to risk an environmental incident, the owner began looking for a way to address the problem. The most critical criterion was to find a solution that would not necessitate shutting in production. Because the Clock Spring repair could be carried out without taking the system offline, it was ideal for this offshore production unit.
Normally, a composite solution can be designed around two commonly used design specifications— The American Society of Mechanical Engineers’ PCC-2 article 4.2 and International Organization for Standardization technical specification 24817. This design guidance allows experts to factor the design conditions and life expectancy of the repair into a formula to determine the composite thickness needed.
Before a product could be introduced on the rig, engineers needed to understand the conditions under which the material would have to perform. The composite solution design was based on knowledge of the pipe, upper bound design temperature/pressure limits and loading conditions that would be experienced in this unique offshore application. Once the specifications were established, the composite repair manufacturing process began with qualifying the manufacturing and design process using one of the trusted international standards. To exercise the best process control, Clock Spring provided a method statement and a full design report that presented the basis for the engineering calculations used in the design and outlined the installation procedure.
| By tnguyen | 0 Comments
Seeing the need to help the industry preserve critical infrastructure for decades, Clock Spring is on a drive to develop and enhance technologies and improve installation processes for composite pipeline repair.
Buddy Powers, vice president for product management and technical services, says the 25-year-old company known for its eponymous Clock Spring composite repair sleeves has turned its focus to innovating.
“We are taking the products we have now and enhancing them, and developing new products that are synergistic to what we do, which is structurally reinforce critical infrastructure,” Powers says. Clock Spring sleeves can be applied in situations where a pipeline is suffering from corrosion as well as dents and other degradations.

The repair sleeves can be used in nearly all ditch conditions onshore, underwater and even on condensing pipes, Powers says.
The technology is unsuitable for situations where the surface cannot be properly prepared, which would lead to issues with bonding or sealing. It also cannot be used on concrete.
The repair sleeves are typically used to address general corrosion, wall loss, dents, and axial-oriented defects such as cracks and seam flaws.
The sleeves work by constraining weak or damaged pipe. Together, the composite and pipe wall structurally reinforce the pipe to control pressure within the pipe.The company manufactures all the Clock Spring composite materials at its Houston facility. The composite coil has a shape memory.
It is made from glass fibres and wound through a bath of polyester resin, the same material used for underground storage tanks.
During manufacturing, the composite is wound around a mandrel smaller than the diameter of the pipe it is made for and air-cured for 24 hours.
Following the air cure, it is heat treated in an oven at temperatures greater than 180 degrees Fahrenheit to secure the mechanical properties.
Because of its shape memory from its time on the mandrel, it will wind tightly onto the pipeline.
Most composite repair materials, Powers says, are field-cured, a process that requires a weather window and specially trained personnel. Improper installation can result in an incomplete corrosion barrier.
The Clock Spring components can be installed in ambient temperatures from -20 to 120 degrees Fahrenheit (-29 to 49 degrees Celsius) with operational temperatures up to 250 degrees F (121 degrees C). Improving installation ease is a cornerstone of the company’s work, Powers says.
“Clock Spring is trying to basically take the approach that it can develop and enhance current technologies and processes to reinforce critical infrastructure so that it’s easy to install, cost-effective to deploy and durable for decades.”
The company is working to validate its improvements with industry partners.
“We’re also pushing the boundaries of ways we can support higher temperatures and safer installation practices,” Powers says.
This is critical in rope access situations for risers. The goal is to limit the amount of time and number of personnel required on site for repairs. “Less time is safer,” he says.
Clock Spring sleeves were recently used to repair a dented subsea pipeline. While running an inline inspection tool through the pipeline in water depths of 30 feet (nine metres), a client found a “massive amount of dents” caused by a dragged anchor or a barge, Powers says.
Following a critical engineering assessment, divers applied filler, adhesive and Clock Spring sleeves to the dented areas to structurally reinforce the pipeline.
The same acrylic adhesive is used both for air or water applications. “It cures quickly,” Powers says, noting that the adhesive reaches 90% strength under water or on land within two hours, allowing pipeline operators the opportunity to resume throughput on the pipeline more quickly. Standard epoxy adhesives, he says, can take eight to 24 hours to cure.
An incompressible filler is applied to the defective area of the pipeline, so the pipe wall will transfer stresses through the fill material to the composite.
The Clock Spring sleeve is placed around the pipe. Each layer adheres with the acrylic-based glue, and the composite repair is tightened with a torqueing bar.
Clock Spring sleeves are 12 inches long. A sleeve for a 12-inch outside diameter pipe weighs around 20 pounds (nine kilograms), while a sleeve for a 30-inch outside diameter pipe is around 50 pounds.
“These are easily passed around the pipe. They are not heavy at all,” Powers says.
In the case of tight access, the sleeve can be spooled onto the pipe away from the defect area, slid over the damage and tightened. Tight access is one of the main reasons a secondary technology, Snap Wrap, was developed. Made of the same composite, adhesive and filling materials as Clock Spring, Snap Wrap is easier to install in rope access and offshore applications, Powers says.
Installation calls for opening the Snap Wrap shells and snapping them around a pipeline, sequentially, to create the required thickness for the repair. The shells are then tightened and cured.
The company is working to enhance the Snap Wrap offering by making the sleeves longer to cover more linear feet, he says.
While the company came into existence in the early 1990s, research into what became the company’s foundational technology began earlier. In the 1980s, the Gas Research Institute directed a programme to verify the effectiveness, durability and performance characteristics of the repair method.
It was a long road to gain acceptance that a composite could be as – or more – durable than steel.
“A lot of questions needed to be answered,” he says.
The results came out of a decade-long testing programme that verified the viability of the product as an alternative to traditional pipeline repair methods, which required cutting, removing and replacing degraded pipeline, and welding.
“That had tremendous impact on the people working on the pipeline and the operators, from shutting down the line to hot working around hydrocarbons to the heavy equipment around the dig sites and excavations,” Powers says.
“This composite technology offered an alternative. It revolutionised the way pipeline operators approached the repair of pipelines. It changed how people looked at pipeline repair.”
| By tnguyen | 0 Comments

Stress Engineering tests determine greater resistance capacity and enhanced pipeline protection
Houston (July 12, 2017) - Clock Spring Company, LP (Clock Spring), the world’s leading manufacturer of permanent and temporary composite pipeline and pipe work repair solutions, today announced the results of Stress Engineering Services, Inc.’s (Stress Engineering) full-scale upper-bound shear testing, validating the stronger capacities of the Clock Spring Casing Spacers product. Clock Spring contracted with Stress Engineering to perform the shear tests on its derivative casing spacers product, evaluating and comparing Clock Spring performance against traditional casing centralizer and spacing solutions.
Contractors and operators install casing spacers and centralizers on carrier pipes to protect pipe integrity. They prevent contact between the carrier pipe and casing, minimizing coating damage and during construction and ensuring centralization when construction is complete. The casing acts as a storage vessel to limit the environmental impact in the unlikely event of a leak and can help protect pipelines against third party interference and damage.
The most commonly used casing spacers are bolt-on devices made of plastic or steel. Other common casing spacers are banded wood skids. Unfortunately, while the theory behind these solutions are sound, the bolts and bands often break or move when crews pull or push carrier pipe through casings. This results in coating damage and also can cause the installed pipe to rest in contact with the casing, which can more quickly lead to corrosion and carrier pipe weakness.
Stress Engineering Services performed shear tests to measure the likelihood of a casing spacer breaking or dislodging during the application of axial force to the pipe and the spacers. The tests compared the Clock Spring solution to traditional bolted solutions by applying concentric and eccentric shear to spacers installed on abrasion resistant outer coating (ARO) coated steel and PVC pipes. The testing force required to initiate sliding of the Clock Spring solution was approximately 19 times greater than traditional casing spacers and five times harder to keep them moving. A white paper detailing these dramatic results is available here: Clock Spring Casing Spacer White Paper.
“Axial shear resistance is an important variable and determines the maximum amount of force that can be applied to a spacer before it begins to slide,” said Buddy Powers, Vice President, Product Management and Technical Services. “Needless to say, we couldn’t be happier with the results.”
“We are driving innovation to enhance safety and provide stewardship of customer assets and the environment,” said Matt Boucher, Clock Spring President and Chief Executive Officer. “These encouraging results about this easy to install product are greatly gratifying and further validation that we’re on the right track.”
| By tnguyen | 0 Comments
Clock Spring’s casing spacers serve an important role in preserving pipeline integrity, offering certain advantages over traditional casing spacers.
A critical component of installing a cased carrier pipe is the casing spacer. Casing spacers are installed on the carrier pipe to prevent contact between the carrier pipe and casing, thus protecting the integrity of the cased pipe.